| ГОСТ 1497-84 Государственный стандарт Союза ССР МЕТАЛЛЫ МЕТОДЫ ИСПЫТАНИЙ НА РАСТЯЖЕНИЕ
ГОСТ 1497-84(ИСО 6892-84, СТ СЭВ 471-88) Издание официальное ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва УДК 669.01:620.172:006.354 Группа В09 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР МЕТАЛЛЫ. Методы испытаний на растяжение. Metals. Methods of tension test. ГОСТ 1497-84 (ИСО 6892-84, СТ СЭВ 471-88) ОКСТУ 0909 Срок действия с 01.01.86 Настоящий стандарт устанавливает методы статических испытаний на растяжение
черных и цветных металлов и изделий из них номинальным диаметром или наименьшим размером
в поперечном сечении 3,0 мм и более для определения при температуре (20 Стандарт не распространяется на испытания проволоки и труб. Стандарт соответствует СТ СЭВ 471—88 и ИСО 6892—84 по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более. Термины, применяемые в настоящем стандарте, и пояснения к ним приведены в приложении 1. (Измененная редакция, Изм. № 2, 3). 1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ 1.1. Вырезку заготовок для образцов проводят на металлорежущих станках, ножницах, штампах путем применения кислородной и анодно-механической резки и другими способами, предусматривая припуски на зону металла с измененными свойствами при нагреве и наклепе. Места вырезки заготовок для образцов, количество их, направление продольной оси образцов по отношению к заготовке, величины припусков при вырезке должны быть указаны в нормативнотехнической документации на правила отбора проб, заготовок и образцов или на металлопродукцию. 1.2. Образцы рекомендуется изготовлять на металлорежущих станках. При изготовлении образцов принимают меры (охлаждение, соответствующие режимы обработки), исключающие возможность изменения свойств металла при нагреве или наклепе, возникающих в результате механической обработки. Глубина резания при последнем проходе не должна превышать 0,3 мм. 1.3. Плоские образцы должны сохранять поверхностные слои проката, если не имеется иных указаний в нормативнотехнической документации на правила отбора проб, заготовок и образцов или на металлопродукцию. Для плоских образцов стрела прогиба на длине 200 мм не должна превышать 10 % от толщины образца, но не более 4 мм. При наличии указаний в нормативно-технической документации на металлопродукцию допускается рихтовка или иной вид правки заготовок и образцов. 1.4. Заусенцы на гранях плоских образцов должны быть удалены механическим способом без повреждения поверхности образца. Кромки в рабочей части образцов допускается подвергать шлифовке и зачистке на шлифовальном круге или шлифовальной шкуркой. 1.5. При отсутствии других указаний в нормативно-технической документации на металлопродукцию значение параметров шероховатости обработанных поверхностей Ra образцов должно быть не более 1,25 мкм — для поверхности рабочей части цилиндрического образца и Rz не более 20 мкм — для боковых поверхностей в рабочей части плоского образца. Требования к шероховатости поверхности литых образцов и готовых изделий должны соответствовать требованиям к шероховатости поверхности литых заготовок и металлопродукции, испытываемой без предварительной механической обработки. (Измененная редакция, Изм. № 3). 1.6. При наличии указаний в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию допускается испытывать сортовой прокат, литые образцы и готовые изделия без предварительной механической обработки с учетом допусков на размеры, предусмотренных для испытываемых изделий. 1.7. Испытания проводят на двух образцах, если иное количество не предусмотрено в нормативно-технической документации на металлопродукцию. 1.8. Для испытания на растяжение применяют пропорциональные цилиндрические или плоские образцы диаметром или толщиной в рабочей части 3,0 мм и более с начальной расчетной длиной l0=5,65·√F0 или l0=11,3·√F0. Применение коротких образцов предпочтительнее. Литые образцы и образцы из хрупких материалов допускается изготовлять с начальной расчетной длиной l0=2,82·√F0. При наличии указаний в НТД на металлопродукцию допускается применять и другие типы образцов, в том числе и непропорциональные, для которых начальная расчетная длина l0 устанавливается независимо от начальной площади поперечного сечения образца F0. (Измененная редакция, Изм. № 2). 1.9. Типы и размеры пропорциональных цилиндрических и плоских образцов приведены в приложениях 2 и 3. Тип и размеры образца должны указываться в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию. Допускается применение при испытании пропорциональных образцов других размеров. Для плоских образцов соотношение между шириной и толщиной в рабочей части образца не должно превышать 8:1. 1.10. Форма и размеры головок и переходных частей цилиндрических и плоских образцов определяются способом крепления образцов в захватах испытательной машины. Способ крепления должен предупреждать проскальзывание образцов в захватах, смятие опорных поверхностей, деформацию головок и разрушение образца в местах перехода от рабочей части к головкам и в головках. 1.11. Предельные отклонения по размерам рабочей части цилиндрических и плоских образцов приведены в приложениях 2 и 3. Для литых механически обработанных цилиндрических образцов предельные отклонения по диаметру удваиваются. Предельные отклонения по толщине плоских образцов с механически не обработанными поверхностями должны соответствовать предельным отклонениям по толщине, установленным для металлопродукции. Предельные отклонения по толщине плоских образцов с механически обработанными поверхностями — ±0,1 мм. 1.12. Рабочая длина образцов должна составлять: от l0+0,5·d0 до l0+2·d·l0 — для цилиндрических образцов, от l0+1,5·√F0 до l0+2,5·√F0 — для плоских образцов. При разногласиях в оценке качества металла рабочая длина образцов должна составлять: l0+2·d0 — для цилиндрических образцов, l0+2·√F0— для плоских образцов. Примечание. При использовании тензометров допускается применение образцов с другими рабочими длинами, величина которых больше указанных. (Измененная редакция, Изм. № 2). 1.13. Образцы маркируют вне рабочей длины образца. 2. АППАРАТУРА 2.1. Разрывные и универсальные испытательные машины должны соответствовать требованиям ГОСТ 28840. 2.2. Штангенциркули должны соответствовать требованиям ГОСТ 166. Микрометры должны соответствовать требованиям ГОСТ 6507. Допускается применение и других измерительных средств, обеспечивающих измерение с погрешностью, не превышающей указанную в п. 3.1. 2.3. Тензометры должны соответствовать требованиям ГОСТ 18957. При определении предела пропорциональности и пределов текучести условных с допусками на величину пластической или полной деформации при нагружении или остаточной деформации при разгружении до 0,1 % относительная цена деления шкалы тензометра не должна превышать 0,005 % от начальной расчетной длины по тензометру lе при определении предела текучести условного с допуском ia величину деформации от 0,1 до 1 % — не должна превышать 0,05 % от начальной расчетной длины по тензометру lе. (Измененная редакция, Изм. № 2). 2.4. Линейки металлические должны соответствовать требованиям ГОСТ 427. 3. ПОДГОТОВКА К ИСПЫТАНИЮ 3.1. Для определения начальной площади поперечного сечения F0 необходимые геометрические размеры образцов измеряют с погрешностью не более ±0,5%. (Измененная редакция, Изм. № 2). 3.2. Измерение размеров образцов до испытания проводят не менее, чем в трех местах — в средней части и на границах рабочей длины. За начальную площадь поперечного сечения образца в его рабочей части F0 принимают наименьшее из полученных значений на основании произведенных измерений с округлением по табл. 1. Таблица 1
При наличии указаний в НТД на металлопродукцию допускается определять начальную площадь поперечного сечения образцов F0 по номинальным размерам (без измерения образца перед испытанием) при условии, если предельные отклонения по размерам и форме соответствуют приведенным в табл. 1а. 3.1; 3.2. (Измененная редакция, Изм. № 2). 3.3. Величину начальной расчетной длины l0 округляют в большую сторону: для образцов с l0=5,65·√F0 — до ближайшего числа, кратного 5, если различие между вычисленным и установленным значениями l0 не превышает 10 %; для образцов с l0=11,3·√F0 — до ближайшего числа, кратного 10. Начальную расчетную длину l0 с погрешностью до 1 % ограничивают на рабочей длине образца кернами, рисками или иными метками и измеряют штангенциркулем или другими измерительными средствами с погрешностью измерения до 0,1 мм. Для пересчета относительного удлинения после разрыва 5 с отнесением места разрыва к середине и для определения относительного равномерного удлинения 8р по всей рабочей длине образца рекомендуется наносить метки через каждые 5 или 10 мм. Таблица 1а
Нанесение меток проводят с помощью делительных машин или вручную с применением металлической линейки. На образцах из малопластичных металлов метки наносят способами, исключающими повреждение поверхности рабочей части образца (накаткой делительных сеток или штрихов, фотоспособом, красителем, карандашом). Допускается нанесение меток на переходных частях образца путем кернения или другим способом. Примечания: 1. Если для определения относительного удлинения после разрыва 8 применяется тензометр, то начальная расчетная длина по тензометру lе должна быть равна начальной расчетной длине образца l0. 2. Если на испытательной машине определение относительного удлинения после разрыва 5 производится автоматически, то нанесение меток для ограничения начальной расчетной длины образца l0 не является обязательным. (Измененная редакция, Изм. № 2, 3). 3.4. Начальную площадь поперечного сечения F0 для образцов сложной формы определяют по расчетным формулам или по массе. Способ определения начальной площади поперечного сечения F0 для таких образцов должен быть оговорен в нормативно-технической документации на металлопродукцию. 4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ И ОБРАБОТКА РЕЗУЛЬТАТОВ 4.1. Предел
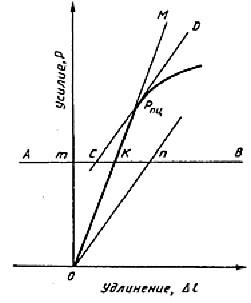
пропорциональности σпц определяют: Тензометр или измеритель деформации устанавливают на образец после приложения к нему начального усилия Р0, соответствующего напряжению, равному 5—10 % от предполагаемого предела пропорциональности σпц. 4.1.1. При определении предела пропорциональности σпц расчетным способом после установки тензометра проводят нагружение образца равными ступенями до усилия, соответствующего напряжению, равному 70—80 % от предполагаемого предела пропорциональности σпц. Число ступеней усилия должно быть не менее 4. Время выдержки на каждой ступени до 5—7 с. Дальнейшее нагружение проводят более мелкими ступенями. Когда приращение удлинения для малой ступени нагружения превысит среднее значение приращения удлинения (при той же ступени усилия) дальнейшее нагружение прекращают. Определяют среднюю величину приращения удлинения на малую ступень нагружения. Найденную величину увеличивают в соответствии с принятым допуском. Определяют усилие Рпц, соответствующее подсчитанному значению приращения удлинения. Допускается применение метода линейной интерполяции для уточнения значения Рпц. 4.1.2. Определение предела пропорциональности σпц графическим способом проводится по начальному участку диаграммы растяжения, записанной от электрических силоизмерителя и измерителя деформации. Удлинение определяется на участке, равном базе измерителя деформации. Масштаб по оси удлинения должен быть не менее 100:1 при базе измерителя деформации 50 мм и более и не менее 200:1 при базе измерителя менее 50 мм; по оси усилия 1 мм диаграммы должен соответствовать не более 10 Н/мм2 (1,0 кгс/мм2). Из начала координат (черт. 1) проводят прямую, совпадающую с начальным линейным участком диаграммы растяжения. Затем на произвольном уровне проводят прямую АВ, параллельную оси абсцисс, и на этой прямой откладывают отрезок kn, равный половине отрезка mk. Через точку n и начало координат проводят прямую On и параллельно ей проводят касательную CD к диаграмме растяжения. Точка касания определяет искомое усилие Рпц. 4.1.3. Предел пропорциональности (σпц), Н/мм2 (кгс/мм2), вычисляют по формуле Пример определения предела пропорциональности σпц расчетным способом приведен в приложении 4. 4.1 —4.1.3. (Измененная редакция, Изм. № 2). 4.2—4.2.4. (Исключены, Изм. № 2). 4.3. Модуль
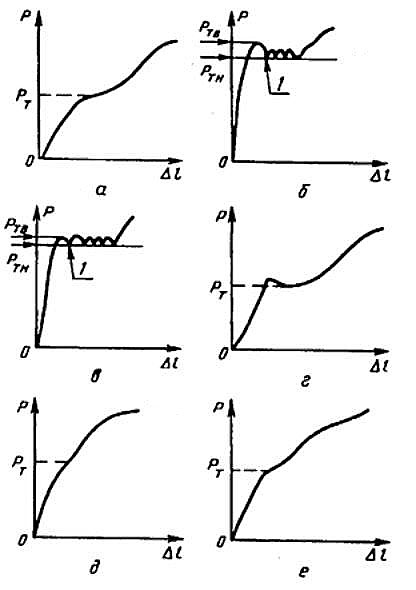
упругости Е определяют: Тензометр или измеритель деформации устанавливают на образец после приложения к нему начального усилия Р0, соответствующего напряжению, равному 10—15 % от предполагаемого предела пропорциональности σпц. 4.3.1. После установки тензометра проводят нагружение образца равными ступенями до усилия, соответствующего напряжению, равному 70—80 % от предполагаемого предела пропорциональности σпц. Величина ступени нагружения должна составлять 5—10 % от предполагаемого предела пропорциональности σпц. По результатам испытаний определяют среднюю величину приращения удлинения образца ΔlСР, мм, на ступень нагружения Δ Р, Н (кгс). 4.3.2. При определении модуля упругости Е графическим способом образец нагружают до усилия, соответствующего напряжению, равному 70—80 % от предполагаемого предела пропорциональности σпц. Масштаб по оси удлинения должен быть не менее 100:1 при базе измерителя деформации 50 мм и более, и не менее 200:1 при базе измерителя менее 50 мм; по оси усилия 1 мм диаграммы должен соответствовать не более 10 Н/мм2 (1,0 кгс/мм2). 4.3.3. Модуль упругости (Е), Н/мм2 (кгс/мм2), вычисляют по формуле Пример определения модуля упругости Е расчетным способом приведен в приложении 6. 4.4. Пределы текучести физический σ, верхний σтв и нижний σтн определяют по диаграмме растяжения, полученной на испытательной машине при условии, что масштаб диаграммы по оси усилия будет таким, что 1 мм соответствует напряжению не более 10 Н/мм2. При контрольно-сдаточных испытаниях физический предел текучести σ допускается определять по явно выраженной остановке стрелки или цифрового индикатора силоизмерительного устройства испытательной машины. При разногласиях в оценке качества металлопродукции физический предел текучести от определяют по диаграмме растяжения. Примеры определения усилий, соответствующих пределам текучести σТ, σтв и σтн для наиболее характерных видов диаграмм растяжения, приведены в приложении 7. При определении верхнего предела текучести σтв скорость нагружения должна устанавливаться в пределах, приведенных в табл. 16, если не имеется других указаний в НТД на металлопродукцию. Таблица 1б
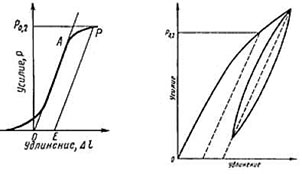
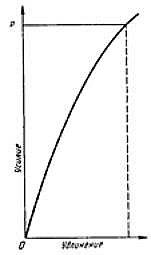
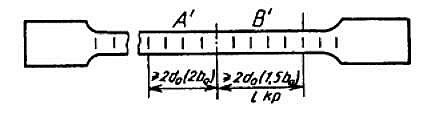
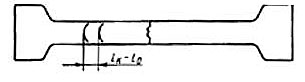
Скорость нагружения должна быть установлена в области упругости и поддерживаться по возможности постоянной, пока не будет достигнут верхний предел текучести σтв. При определении физического σт и нижнего σтн пределов текучести скорость относительной деформации рабочей части образца на стадии текучести должна быть в пределах от 0,00025 до 0,0025 с-1, если в НТД на металлопродукцию не имеется других указаний. Скорость относительной деформации должна поддерживаться по возможности постоянной. Если скорость относительной деформации на стадии текучести не может быть обеспечена непосредственным регулированием испытательной машины, то испытание следует проводить, задавая скорость нагружения в области упругости. Скорость нагружения перед достижением стадии текучести должна быть в пределах, указанных в табл. 16. При этом управление машиной не должно изменяться до конца стадии текучести. 4.5. Предел текучести условный с допуском на величину пластической деформации при нагружении σ0,2 (или с иным установленным допуском) определяют по диаграмме, полученной на испытательной машине или с помощью специальных устройств. При разногласиях в оценке качества металлопродукции определение предела текучести условного производится по диаграмме растяжения, полученной с применением тензометра. Примечание. Условный предел текучести с допуском на величину пластической деформации при нагружении σ0,2 (или с иным установленным допуском) может быть определен без построения диаграммы растяжения с помощью специальных приборов (микропроцессоров и др.). 4.5.1. Для определения предела текучести условного σ0,2 (или с иным установленным допуском) по диаграмме растяжения вычисляют величину пластической деформации с учетом установленного допуска, исходя из длины рабочей части образца l или начальной расчетной длины по тензометру lс. Найденную величину увеличивают пропорционально масштабу диаграммы и отрезок полученной длины ОЕ откладывают по оси удлинения от точки О (черт. 3). Из точки Е проводят прямую, параллельную ОА. Точка пересечения прямой с диаграммой соответствует усилию предела текучести условного при установленном допуске на величину пластической деформации. Масштаб диаграммы по оси удлинения должен быть не менее 50:1. При отсутствии испытательных машин с диаграммами указанного масштаба и возможности их получения с помощью специальных устройств допускается, за исключением случаев разногласий в оценке качества металлопродукции, использовать диаграммы с масштабом по оси удлинения не менее 10:1 при применении образцов с рабочей длиной не менее 50 мм. 4.5.2. Если прямолинейный участок диаграммы растяжения выражен нечетко, то рекомендуется следующий способ определения предела текучести условного σ0,2 (или с иным установленным допуском) — черт. 3а. После того как ожидаемый условный предел текучести будет превышен, усилие на образец снижают до величины, составляющей примерно 10 % от достигнутого. Далее производят новое нагружение образца до тех пор, пока величина приложенного усилия не превысит первоначальную. (Черт.2.(Исключен,Изм.№2).) Для определения усилия на диаграмме проводят прямую вдоль петли гистерезиса. Далее проводят параллельно ей линию, расстояние от начала которой до точки О диаграммы, отложенное по оси удлинения, соответствует допуску на величину пластической деформации. Величина усилия, соответствующая точке пересечения этой линии с диаграммой растяжения, соответствует усилию условного предела текучести при установленном допуске на величину пластической деформации. 4.5.3. При определении предела текучести условного σ0,2 (или с иным установленным допуском) скорость нагружения должна соответствовать указанной в табл. 16, если в НТД на металлопродукцию не имеется других указаний. 4.5.4. Предел текучести условный (σ0,2), Н/мм2 (кгс/мм2), вычисляют по формуле Предел текучести условный σ0,2 (или с иным установленным допуском) определяют только при отсутствии площадки текучести, если не имеется иных указаний в нормативно-технической документации на металлопродукцию. 4.6. При наличии указаний в НТД на металлопродукцию производится определение условного предела текучести с допуском на величину полной деформации σп и условного предела текучести σр, определяемого методом последовательного нагружения и разгружения образца. 4.6.1. Предел текучести условный с допуском на величину полной деформации σп определяют по диаграмме растяжения (черт. 36). Для определения указанного предела текучести на диаграмме растяжения проводят прямую, параллельную оси ординат (оси усилий) и отстоящую от нее на расстоянии, равном допуску на величину полной деформации с учетом масштаба диаграммы. Точка пересечения этой прямой с диаграммой растяжения соответствует усилию при пределе текучести условном σп. Значение σп вычисляют путем деления величины полученного усилия на начальную площадь поперечного сечения образца F0. Примечание. Данная характеристика может быть определена и без построения диаграммы растяжения с помощью специальных приборов (микропроцессоров и др.). При определении предела текучести условного σтп скорость нагружения должна соответствовать требованиям п. 4.5.3. 4.6.2. Для определения предела текучести условного σр, определяемого методом последовательного нагружения и разгружения, на образец после его установки в захваты испытательной машины и приложения к нему начального напряжения σ0, составляющего не более 10 % от ожидаемого предела текучести условного σр, устанавливают тензометр. Затем образец нагружают до напряжения σ = 2σ0 и после выдержки в течение 10—12 с разгружают до начального напряжения σ0. Начиная с усилия, составляемого 70—80 % от ожидаемого предела текучести условного σр, образец нагружают последовательно возрастающим усилием с измерением каждый раз остаточного удлинения после разгрузки до начального напряжения σ0. Испытание прекращают, когда остаточное удлинение превысит заданную величину. За усилие, соответствующее пределу текучести условному σр, принимают то усилие, при котором удлинение достигает заданной величины. Если необходимо уточнить численное значение определяемой характеристики, допускается использование линейной интерполяции. 4.3—4.6.2. (Измененная редакция, Изм. № 2). 4.6.3. (Исключен, Изм. № 2). 4.7. Для определения временного сопротивления σв образец подвергают растяжению под действием плавно возрастающего усилия до разрушения. Наибольшее усилие, предшествующее разрушению образца, принимается за усилие Рm ах, соответствующее временному сопротивлению. 4.7.1. При определении временного сопротивления σв скорость деформирования должна быть не более 0,5 от начальной расчетной длины образца l0, выраженной в мм/мин. Черт.3б 4.7.2. Временное сопротивление (σв), Н/мм2 (кгс/мм2), вычисляют по формуле 4.7—4.7.2. (Измененная редакция, Изм.№ 2). 4.8. Определение относительного равномерного удлинения проводят на образцах с начальной расчетной длиной l0 не менее lо=11,3 √F0. Относительное равномерное удлинение δР определяют на большей части разрушенного образца на расчетном участке А В (черт. 4), отстоящем на расстоянии не менее чем 2 d0 или 2 bo от места разрыва. Конечная длина расчетного участка lкр должна быть не менее 2d или 1,5b0. Начальную длину расчетного участка lнр определяют по количеству меток на расчетном участке и начальному расстоянию между ними. Допускается определение относительного равномерного удлинения δР по диаграмме растяжения с масштабом по оси удлинения не менее 10:1 как соответствующего наибольшему усилию Rmax. 4.8.1. Относительное равномерное удлинение (δР), %, вычисляют по формуле Черт.4 4.8; 4.8.1. (Измененная редакция, Изм. № 3). 4.9. Для определения конечной расчетной длины образца lк разрушенные части образца плотно складывают так, чтобы их оси образовали прямую линию. Измерение конечной расчетной длины образца lк проводится штангенциркулем при значении отсчета по нониусу 0,1 мм. 4.9.1. Определение конечной расчетной длины образца lк проводится измерением расстояния между метками, ограничивающими расчетную длину. 4.9.2. Если расстояние от места разрыва до ближайшей из меток, ограничивающих расчетную длину образца, составляет 1∕3 или менее начальной расчетной длины l0 и определенная величина относительного удлинения после разрыва не удовлетворяет требованиям нормативно-технической документации на металлопродукцию, то допускается проводить определение относительного удлинения после разрыва δ с отнесением места разрыва к середине. Пересчет производят по заранее нанесенным вдоль рабочей части образца кернам или рискам, например через 5 или 10 мм (черт. 5). Черт.5 Пример. На начальной расчетной длине образца l0 укладывается N число интервалов. После разрыва крайнюю риску на короткой части разрушенного образца обозначим А. На длинной части образца обозначим риску Б, расстояние от которой до места разрыва близко по величине к расстоянию от места разрыва до риски А. Расстояние от А до Б составляет n интервалов. Если разность (N—n) — число четное, то от риски Б до риски В берется lк=АБ+2БВ Если разность (N—n) — число
нечетное, то от риски Б до риски В' берется lк=АБ+БВ'+БВ". 4.9.3. При наличии указаний в НТД при определении относительного удлинения после разрыва для малопластичных металлов (δ≤ 5 %) определяют: а) абсолютное удлинение lк— l0. Перед испытанием около одного из концов рабочей длины образца наносят едва заметную метку. С помощью измерителя на образце проводят дугу радиусом, равным начальной расчетной длине образца l0, и с центром в нанесенной метке. После разрыва обе половины образца плотно складывают и прижимают друг к другу под действием осевого усилия. Вторую дугу того же радиуса проводят из того же центра. Расстояние между дугами, равное абсолютному удлинению образца (черт. 6), измеряют с помощью измерительного микроскопа или других средств измерений
Черт. 6 б) конечную расчетную длину lк по диаграмме растяжения при масштабе диаграммы по оси деформации (удлинения) не менее 50:1; в) конечную расчетную длину образца lк по расстоянию между головками образца или метками, нанесенными на переходных частях образца, с применением расчетных формул. (Измененная редакция, Изм. № 2, 3). 4.10. Относительное удлинение образца после разрыва (δ) в процентах вычисляют по формуле 4.10.1. В протоколе испытаний должно быть указано, на какой расчетной длине определено относительное удлинение после разрыва 8. Например, при испытании образцов с начальной расчетной длиной l0=5,65·√F0 и l0=11,3·√F0 относительное удлинение после разрыва обозначают δ5, δ10 соответственно. 4.11. Для определения относительного сужения ψ цилиндрического образца после разрыва измеряют минимальный диаметр dK в двух взаимно перпендикулярных направлениях. Измерение минимального диаметра dK проводится штангенциркулем с отсчетом по нониусу до 0, 1 мм. По среднему арифметическому из полученных значений вычисляют площадь поперечного сечения образца после разрыва FK. 4.11.1. Относительное сужение после разрыва (ψ) вычисляют по формуле 4.12. Округление вычисленных результатов испытаний проводят в соответствии с табл. 2. Таблица 2
(Измененная редакция, Изм. № 2). 4.13. Результаты испытаний не учитывают: при разрыве образца по кернам (рискам), если при этом какая-либо характеристика механических свойств не отвечает установленным требованиям в нормативно-технической документации на металлопродукцию; при разрыве образца в захватах испытательной машины или за пределами расчетной длины образца (при определении относительного равномерного удлинения δр и относительного удлинения при разрыве δ); при разрыве образца по дефектам металлургического производства и получении при этом неудовлетворительных результатов испытаий. При отсутствии иных указаний в нормативно-технической документации на металлопродукцию испытания, взамен неучитываемых, повторяют на таком же количестве образцов. 4.14. Результаты испытаний записывают в протокол, форма которого приведена в приложении 10. ПРИЛОЖЕНИЕ 1 Справочное
Примечание. При
наличии указаний в НТД на металлопродукцию допускается определять предел
пропорциональности и предел текучести условный с допуском на величину
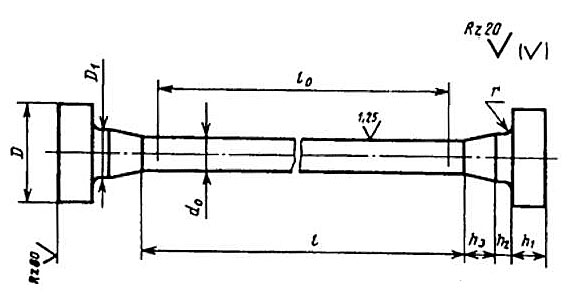
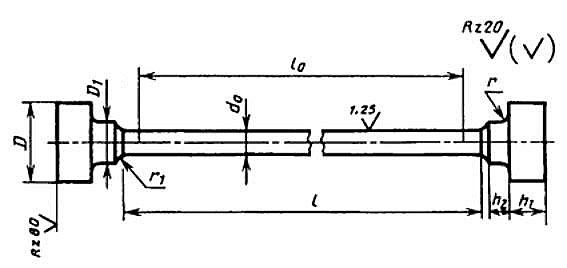
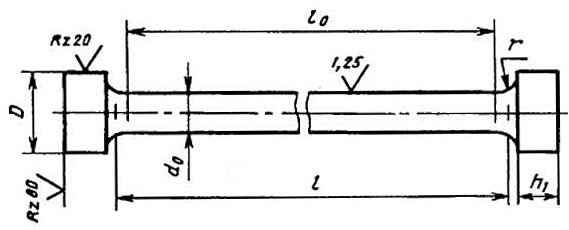
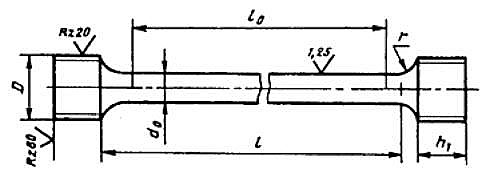
пластической деформации при нагружении с иными допусками: Величину допуска указывают в обозначении (например, σпц 10, σ0,3) При допусках от 0,005 до 0,05 % на величины пластической деформации при нагружении, полной деформации при нагружении, остаточной деформации при разгрузке вместо термина «предел текучести» условный допускается применять термин «предел упругости» с индексацией, установленной для соответствующего предела текучести условного. (Измененная редакция, Изм. № 2, 3). ПРИЛОЖЕНИЕ 2 Рекомендуемое Пропорциональные цилиндрические образцы
Тип I Таблица 1
(Измененная редакция, Изм. № 3).
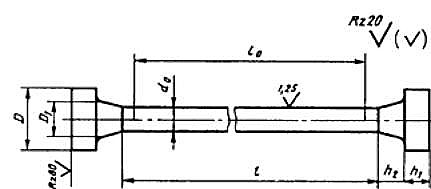
Тип.II Таблица 2
(Измененная редакция, Изм. № 1, 3).
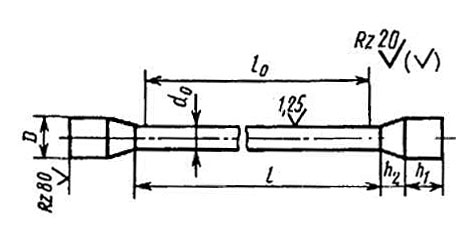
Тип.III Таблица 3
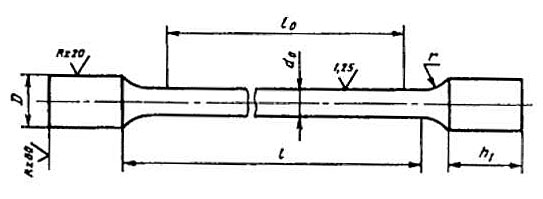
Тип.IV Таблица 4
Тип.V Таблица 5
Тип.VI
Таблица 6
Тип.VII Таблица 7
(Измененная редакция, Изм. № 3). Таблица 8 Предельные отклонения по размерам цилиндрических образцов
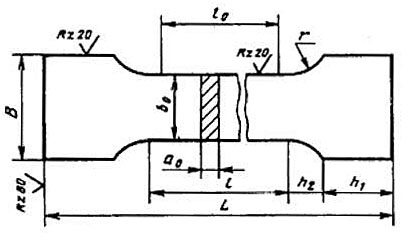
Примечание: размеры головок и переходных частей образцов являются рекомендуемыми. (Измененная редакция, Изм. № 1). ПРИЛОЖЕНИЕ 3 Рекомендуемое Пропорциональные плоские образцы
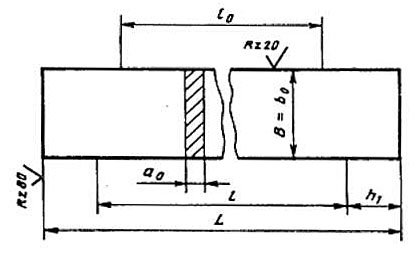
Тип.1
Тип.II Таблица 1
Примечания: 1. Для образцов, толщина которых находится между величинами, приведенными в табл. 1, следует брать меньшую расчетную длину, если при сравнении с ближайшей меньшей толщиной (см. табл. 1) разница будет меньше 0,5 мм, и большую длину, если разница составит 0,5 мм и более. 2. Радиус сопряжения рабочей части с головкой принимается равным 25—40 мм в зависимости от диаметра фрезы, применяемой при изготовлении образцов, при этом h2 принимает значение приблизительно 15—20 мм соответственно. 3. Допускается разбивка образцов на группы с одинаковой рабочей длиной так, чтобы разность наибольшей и наименьшей различных длин не превышала 25 мм. За общую рабочую длину принимается наибольшая рабочая длина данной группы. Таблица 2 Предельные отклонения по размерам цилиндрических образцов
Примечание: размеры головок и переходных частей образцов являются рекомендуемыми. (Измененная редакция, Изм. № 1). ПРИЛОЖЕНИЕ 4 Справочное Пример определения предела прочности σпц Допуск на увеличение тангенса угла, образованного касательной к кривой деформации с осью усилий — 50 % от его значения на линейном участке. Испытываемый материал — конструкционная сталь. Размеры образца: начальный диаметр d0=10 мм, начальная площадь поперечного сечения F0=78,5 мм2. Начальная расчетная длина (база тензометра) l0=100 мм, цена деления шкалы тензометра 0,002 мм. Ожидаемый предел пропорциональности σпц=690 Н/мм2 (70 кгс/мм2). Начальное усилие принимаем P0=3900 Н (400 кгс). Усилие Р в Н (кгс), отвечающее 75 % усилия ожидаемого предела пропорциональности, составляет 39600 Н (4040 кгс). Принимаем Р равным 39000 Н (4000 кгс). Ступень нагружения устанавливаем равной 8800 Н (900 кгс). Дальнейшие нагружения производим ступенями ΔP = 1500 Н (150 кгс), что соответствует приращению напряжения Δσ =19,5 Н/мм2 (2,0 кгс/мм2) до заметного отклонения от закона пропорциональности со снятием показаний тензометра. Результаты испытания записывают в таблицу. Средняя величина приращения удлинения Δlп на малую ступень усилия ΔР=1500 Н (150 кгс) составляет:
Найденную величину приращения удлинения на малую ступень усилия на линейном участке согласно установленному допуску увеличиваем на 50 %. Искомое удлинение на ступень усилия P=1500 Н (150 кгс) составит: 4,5×1,5=6,8 деления шкалы. За усилие, отвечающее σпц, принимаем усилие P=54000 Н (5500 кгс) Предел пропорциональности составляет: Найденное усилие Pпц может быть уточнено путем применения метода линейной интерполяции: Предел пропорциональности σпц, отвечающий вычисленному усилию, равен: Приложение 4. (Измененная редакция, Изм. № 2). Приложение 5. (Исключено, Изм. № 2). Приложение 6 Справочное Пример определнеия ммодуля упугости Испытываемый материал — конструкционная сталь. Размеры образца: начальный диаметр d 0=10,0 мм, начальная площадь поперечного сечения F 0=78,5 мм2. Начальная расчетная длина l 0, равная базе тензометра, — 100 мм; цена деления тензометра 0,002 мм. Предполагаемый предел пропорциональности σпц=686 Н/мм2 (70 кгс/мм2). Начальное усилие Р 0 принимаем равным 5400 Н (550 кгс). Усилие Р, соответствующее 70 % предполагаемого предела пропорциональности σпц, составляет 37695 Н (3847 кгс). Принимаем P=37800 H (3850 кгс). Нагружение проводим ступенями ΔP=5400 Н (550 кгс), что соответствует приращению напряжения Δσ=69 Н/мм2 (7,0 кгс/мм2) до усилия Р, соответствующего 70 % ожидаемого предела пропорциональности σпц со снятием показаний тензометра. Результаты заносим в таблицу.
Определяем среднюю величину приращения удлинения образца Δlср на ступень усилия ΔP = 5400 Н (550 кгс): Модуль упругости Е, H/мм2 (кгс/мм2), равен: (Измененная редакция, Изм. № 2). ПРИЛОЖЕНИЕ 7 Справочное Примеры определения усилий Рт,Ртн,Ртвв зависимости от вида диаграмм растяжения Приложение 7. (Измененная редакция, Изм. № 2). Приложения 8,9. (Исключены, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР РАЗРАБОТЧИКИ 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.07.84 № 2515 3. ВЗАМЕН ГОСТ 1497-73 4. Стандарт полностью соответствует СТ СЭВ 471—88 и соответствует ИСО 6892—84 по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более 5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по решению Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94) 7. ПЕРЕИЗДАНИЕ (февраль 1997 г.) с Изменениями № 1, 2, 3, утвержденными в августе 1987 г., октябре 1989 г., мае 1990 г. (ИУС 12-87, 2-90, 8-90) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||